11/10/2025
În lumea rapidă a automatizărilor industriale, controlerele logice programabile (PLC-uri) reprezintă inima oricărui sistem eficient și modern. Dintre numeroșii producători, Mitsubishi Electric s-a impus ca un lider, în special prin seria sa FX de PLC-uri, recunute pentru fiabilitate, ușurință în utilizare și capabilitățile lor robuste. Acest ghid detaliat este conceput pentru a vă introduce în universul programării PLC-urilor Mitsubishi FX, indiferent dacă sunteți la început de drum sau căutați să vă consolidați cunoștințele. Vom explora totul, de la înțelegerea conceptelor fundamentale și instalarea software-ului necesar, până la crearea efectivă a programelor, descărcarea lor în PLC și, un aspect crucial, realizarea copiilor de siguranță (backup).

Programarea unui PLC Mitsubishi Electric FX poate părea o sarcină descurajantă la prima vedere, dar cu îndrumarea potrivită, devine o abilitate accesibilă și extrem de valoroasă. Scopul nostru este să vă oferim instrucțiuni clare, pas cu pas, pentru a vă ajuta să demarați proiectele de automatizare cu încredere și precizie. Să pornim la drum în această călătorie fascinantă a controlului industrial!
Înțelegerea PLC-urilor Mitsubishi FX și Software-ului GX
Primul pas în programarea unui PLC Mitsubishi Electric FX este să înțelegeți funcționalitatea și arhitectura acestuia. PLC-urile sunt, în esență, calculatoare industriale robuste, concepute pentru a controla procese. Ele primesc informații de la senzori (intrări), execută o logică de control (programul) și trimit comenzi către actuatoare (ieșiri). Seria FX de la Mitsubishi este apreciată pentru performanța sa compactă și versatilitatea sa, fiind ideală pentru o gamă largă de aplicații, de la mașini simple la sisteme complexe de fabricație.
Limbajul fundamental utilizat pentru programarea acestor PLC-uri este logica ladder, o reprezentare grafică ce imită diagramele circuitelor electrice cu relee. Această abordare vizuală o face relativ ușor de înțeles pentru cei familiarizați cu sistemele electrice, permițând o tranziție rapidă către programarea PLC-urilor. Pe lângă logica ladder, PLC-urile moderne Mitsubishi suportă și alte limbaje conform standardului IEC 61131-3, cum ar fi Function Block Diagram (FBD) sau Structured Text (ST), oferind flexibilitate programatorilor.
Software-ul Esențial: GX Works2 și GX Developer
Pentru a programa un PLC Mitsubishi, veți avea nevoie de un mediu de dezvoltare software. Cele mai comune instrumente sunt GX Works2 și GX Developer. Ambele oferă o interfață cuprinzătoare pentru a proiecta, testa și implementa programele dumneavoastră în logică ladder (și nu numai). GX Developer este o versiune mai veche, dar încă larg utilizată, în special pentru PLC-urile din seria FX. GX Works2 este software-ul de generație nouă, mai avansat, care suportă o gamă mai largă de PLC-uri Mitsubishi (inclusiv FX, Q, L, iQ-R series) și oferă funcționalități îmbunătățite.
Procedura de Instalare GX Developer (Exemplu V8.91)
Instalarea software-ului este un proces simplu, dar necesită atenție la detalii. Iată pașii generali, valabili și pentru versiunea 8.91 a GX Developer:
- Închideți Toate Aplicațiile: Asigurați-vă că niciun program nu rulează în fundal pentru a evita conflictele.
- Executați Fișierul de Instalare: Pe CD-ROM-ul de instalare (sau în folderul de descărcare), localizați și faceți dublu clic pe fișierul „Setup.exe” din folderul LLUTL.
- Urmați Instrucțiunile Instalatorului: Un asistent de instalare vă va ghida prin proces. Citiți cu atenție fiecare ecran și acceptați termenii și condițiile.
- Controlul Contului de Utilizator (UAC): Pe sisteme de operare precum Windows Vista sau Windows 7 (sau versiuni mai noi), este posibil să apară ecranul „User Account Control”. Selectați „Permiteți” sau „Da” pentru a continua instalarea.
- Asistentul de Compatibilitate Program (PCA): Dacă apare ecranul „Program Compatibility Assistant”, confirmați că „Acest program s-a instalat corect” pentru a finaliza procesul.
După instalare, veți putea lansa software-ul și începe configurarea proiectelor. Este recomandat să verificați cerințele de sistem și compatibilitatea software-ului cu sistemul dumneavoastră de operare înainte de a începe instalarea.
Bazele Programării PLC-urilor Mitsubishi FX
Odată ce software-ul este instalat și funcțional, sunteți gata să vă creați primul program PLC. Procesul începe prin definirea PLC-ului cu care veți lucra și configurarea mediului de programare.

Crearea unui Proiect Nou
În GX Works2 sau GX Developer, veți începe prin a crea un proiect nou. Aceasta implică:
- Selectarea Seriei PLC: Alegeți corect seria PLC-ului dumneavoastră (ex: FX3U, FX5U) din lista disponibilă. Aceasta asigură că software-ul utilizează setul corect de instrucțiuni și parametrii specifici modelului.
- Definirea Tipului de Program: De obicei, veți selecta „Simple Project” sau „Structured Project”, în funcție de complexitatea aplicației. Pentru început, un proiect simplu este ideal.
- Alegerea Limbajului de Programare: Selectați „Ladder Diagram” ca limbaj principal.
Cu proiectul configurat, puteți începe să schițați diagramele dumneavoastră ladder, adăugând intrări, ieșiri și elemente de control pentru a construi logica de automatizare. O diagramă ladder este compusă din „rung-uri” (rungs), care sunt linii orizontale ce conțin instrucțiuni. Fiecare rung începe cu una sau mai multe condiții (contacte) și se încheie cu o acțiune (bobină).
Elemente Fundamentale ale Logicii Ladder
- Contacte (Inputs): Reprezintă starea senzorilor fizici sau a comutatoarelor. Cele mai comune sunt:
- Contact Normal Deschis (NO): Permite curentul să treacă atunci când este activat.
- Contact Normal Închis (NC): Permite curentul să treacă atunci când este inactiv și întrerupe când este activat.
- Bobine (Outputs): Reprezintă acțiunile pe care PLC-ul le controlează, cum ar fi pornirea unui motor, aprinderea unei lumini sau activarea unei valve.
- Timere (Timers): Utilizate pentru a introduce întârzieri în execuția programului. De exemplu, un motor să pornească la 5 secunde după apăsarea unui buton.
- Contoare (Counters): Numără evenimente. De exemplu, un contor poate număra produsele pe o bandă transportoare și opri procesul după un anumit număr.
Un exemplu simplu de program în logică ladder ar fi un circuit de pornire/oprire pentru un motor. Un buton de pornire (intrare) ar activa o bobină de control, care la rândul ei ar menține motorul pornit chiar și după eliberarea butonului (auto-menținere). Un buton de oprire (intrare NC) ar întrerupe circuitul, oprind motorul. Această logică de bază formează piatra de temelie pentru sisteme de control mult mai complexe.
Descărcarea Programelor în PLC
După ce ați creat și verificat programul în software, următorul pas este să îl transferați în memoria PLC-ului. Procesul de descărcare este destul de simplu, cu condiția să urmați pașii necesari.
Conectarea PC-ului la PLC
Începeți prin conectarea calculatorului la PLC. Acest lucru se realizează de obicei printr-un cablu USB sau Ethernet, în funcție de modelul PLC-ului și de interfețele disponibile. Asigurați-vă că utilizați cablul corect și că este conectat ferm la ambele capete.
Configurarea Comunicației
Odată conectat fizic, trebuie să stabiliți comunicarea între software-ul de programare și PLC. Acest pas implică de obicei setarea portului COM corect (pentru conexiuni seriale/USB) sau a adresei IP (pentru conexiuni Ethernet) pentru a se potrivi cu setările PLC-ului. În GX Works2 sau GX Developer, veți găsi o secțiune dedicată setărilor de comunicare (adesea numită „Transfer Setup” sau „Online -> Transfer Setup”). Aici veți selecta tipul de conexiune și veți efectua un test de comunicare pentru a vă asigura că PC-ul poate „vedea” PLC-ul.
Pași pentru Descărcare
- Revizuirea Programului: Înainte de a descărca, efectuați o revizuire amănunțită a proiectului dumneavoastră în software pentru a vă asigura că nu există erori sau avertismente. Compilați programul pentru a verifica sintaxa și logica.
- Transferul Programului: Odată ce totul este în regulă, selectați opțiunea de a transfera programul către PLC (adesea „Write to PLC” sau „Download”). Software-ul vă va cere să confirmați, iar apoi va începe să încarce programul în memoria PLC-ului.
- Monitorizarea și Testarea Inițială: După descărcare, PLC-ul va începe să execute noul program. Este esențial să monitorizați funcționarea inițială pentru a vă asigura că PLC-ul se comportă conform așteptărilor. Efectuați teste de intrare/ieșire pentru a verifica fiecare componentă a logicii dumneavoastră și ajustați programul dacă este necesar.
Importanța și Metoda de Backup a Programelor PLC
Realizarea unui backup al programelor dumneavoastră PLC este un pas absolut critic pentru a evita pierderea muncii depuse din cauza unor defecțiuni neașteptate, a erorilor umane sau a accidentelor. Din fericire, procesul este destul de simplu cu instrumentele și precauțiile potrivite.
De Ce Este Esențial Backup-ul?
Imaginați-vă ore de muncă investite într-un program complex, care controlează un proces de producție vital. O pană de curent, o eroare de hardware a PLC-ului, o suprascriere accidentală sau chiar o simplă neatenție pot duce la pierderea totală a programului. Fără un backup, va trebui să recreați programul de la zero, ceea ce înseamnă timp pierdut, costuri suplimentare și, cel mai important, oprirea producției. Un backup regulat asigură continuitatea operațională și reduce semnificativ riscurile.
Pași Detaliați pentru Backup
Procesul de backup este similar cu cel de descărcare, doar că se inversează direcția fluxului de date:
- Conectarea PC-ului la PLC: La fel ca la descărcare, conectați PC-ul la PLC utilizând cablul corespunzător (USB, Ethernet).
- Stabilirea Comunicației: Deschideți software-ul GX Works2 sau GX Developer și stabiliți comunicarea cu PLC-ul, selectând parametrii corecți (port COM, adresă IP).
- Navigarea către Funcția de Backup: Odată conectat, navigați prin meniurile software-ului pentru a găsi funcția de backup sau de citire a memoriei PLC-ului. Aceasta este adesea denumită „Read from PLC” sau „Upload”.
- Salvarea Programului: Software-ul va citi conținutul memoriei PLC-ului și vă va permite să-l salvați pe hard disk-ul computerului. Asigurați-vă că stocați fișierele de backup într-o locație sigură și ușor accesibilă (ex: un folder dedicat pe un drive de rețea, un serviciu de stocare cloud).
- Gestionarea Versiunilor: Este prudent să mențineți un control al versiunilor programelor dumneavoastră. Etichetați fișierele de backup cu data și versiunea programului (ex: „ProiectMotor_V1.0_20231027.gx”). Acest lucru vă permite să reveniți la o versiune anterioară în caz de nevoie sau să urmăriți modificările.
Efectuați backup-uri ori de câte ori faceți modificări semnificative programului sau la intervale regulate, chiar dacă nu au existat modificări, pentru a vă asigura că aveți întotdeauna cea mai recentă versiune a programului disponibilă.
Tabel Comparativ: GX Developer vs. GX Works2
Pentru a vă ajuta să înțelegeți mai bine diferențele dintre cele două suite software principale, iată o scurtă comparație:
| Caracteristică | GX Developer | GX Works2 |
|---|---|---|
| An Lansare | Mai Vechi (aprox. 2000) | Mai Nou (aprox. 2009) |
| Serii PLC Suportate | FX, A, Q (modele mai vechi) | FX, L, Q, iQ-R, A (gamă largă) |
| Interfață Utilizator | Mai simplă, clasică | Mai modernă, intuitivă, cu funcții avansate |
| Limbaje Programare | Logică Ladder, Lista de Instrucțiuni (IL) | Logică Ladder, IL, FBD, ST (conform IEC 61131-3) |
| Funcționalități Avansate | Limitat | Simulare avansată, diagnosticare îmbunătățită, integrare cu alte instrumente Mitsubishi |
| Complexitate Proiecte | Ideal pentru proiecte simple/medii | Ideal pentru proiecte complexe, structurate |
| Învățare | Mai ușor pentru începători | Curba de învățare ușor mai abruptă datorită complexității |
Întrebări Frecvente (FAQ)
Pot converti un program de la un PLC non-Mitsubishi la un PLC Mitsubishi?
Nu puteți pur și simplu „converti” un PLC de la un producător la altul sau un program scris pentru un PLC non-Mitsubishi. Fiecare producător și chiar fiecare serie de PLC-uri are propriul set de instrucțiuni și format de fișier. Va trebui să rescrieți programul în logica ladder (sau alt limbaj suportat) folosind software-ul specific Mitsubishi (GX Works2/GX Developer) pentru PLC-ul Mitsubishi dorit. Procesul este unul de reproiectare și reprogramare, nu de conversie directă.
Ce fac dacă programul meu PLC nu funcționează după descărcare?
Există mai multe cauze posibile: erori de logică în program, probleme de cablare (intrări/ieșiri conectate incorect), erori de comunicare cu PLC-ul, sau PLC-ul nu este în modul „Run”. Verificați următoarele:
- Modul PLC: Asigurați-vă că PLC-ul este în modul „Run” după descărcare.
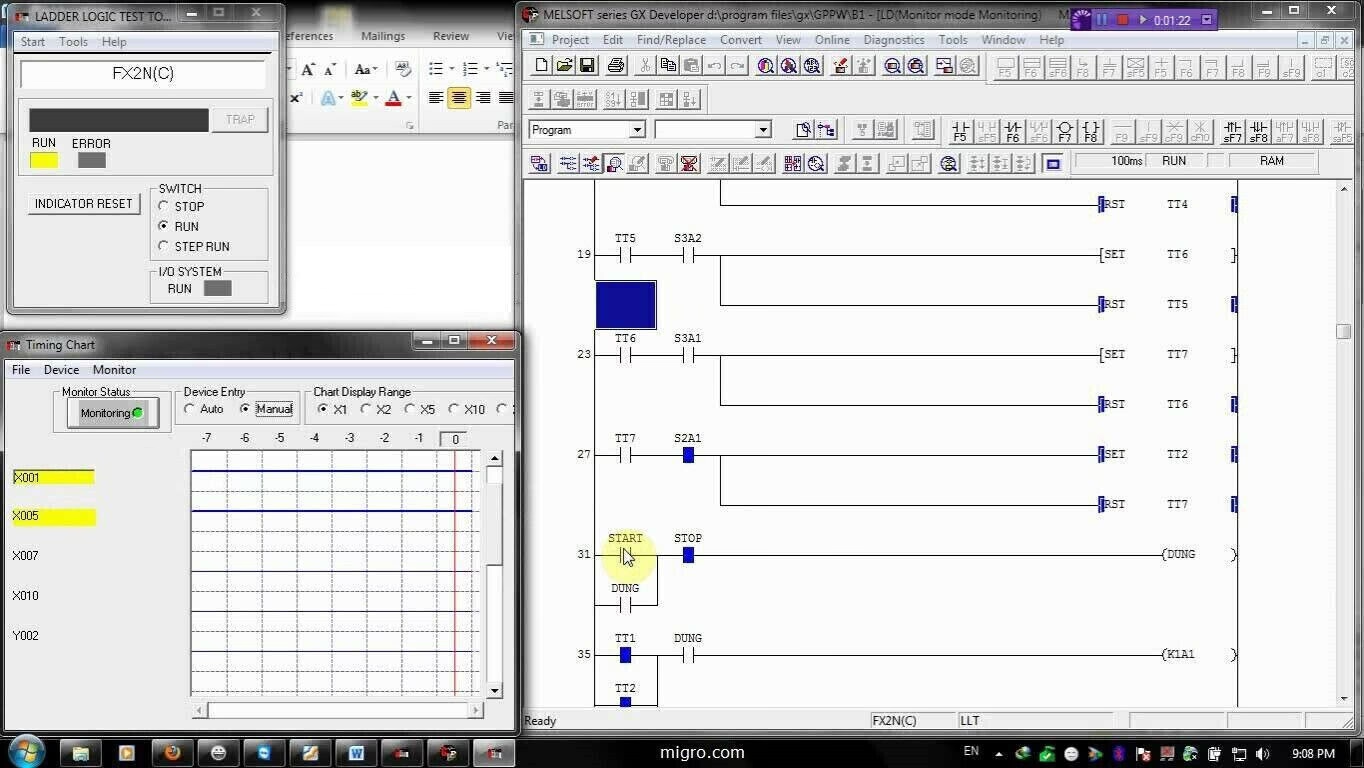
- Monitorizare Online: Utilizați funcția de monitorizare online a software-ului pentru a vedea starea contactelor și bobinelor în timp real. Acest lucru vă ajută să depistați unde se oprește fluxul logic.
- Verificarea Cablării: Asigurați-vă că toți senzorii și actuatoarele sunt cablate corect la intrările și ieșirile PLC-ului.
- Erori de Compilare: Verificați jurnalul de erori din software; chiar și avertismentele pot indica probleme.
Este logica ladder singura metodă de programare pentru PLC-urile Mitsubishi?
Deși logica ladder este limbajul predominant și adesea cel mai simplu de învățat pentru PLC-urile Mitsubishi FX, software-ul modern precum GX Works2 suportă și alte limbaje de programare conform standardului IEC 61131-3, inclusiv Function Block Diagram (FBD), Structured Text (ST) și Sequential Function Chart (SFC). Alegerea limbajului depinde de complexitatea aplicației și de preferințele programatorului.
Gânduri Finale
Programarea PLC-urilor Mitsubishi Electric FX este o competență esențială în peisajul automatizărilor moderne. Prin înțelegerea conceptelor de bază, familiarizarea cu software-ul GX Works2 sau GX Developer și practicarea constantă a logicii ladder, veți putea crea sisteme de control robuste și eficiente. Am acoperit pașii cheie: de la instalarea software-ului, la crearea programelor, descărcarea lor în PLC și, nu în ultimul rând, importanța și metoda de realizare a unui backup regulat. Cheia succesului în programarea PLC constă în practică, răbdare și o înțelegere solidă a procesului pe care doriți să-l automatizați. Continuați să explorați, să experimentați și să vă dezvoltați abilitățile, iar lumea automatizărilor vă va oferi oportunități nelimitate.
Dacă vrei să descoperi și alte articole similare cu Ghid Complet Programare PLC Mitsubishi FX, poți vizita categoria Fitness.